

How to Prevent and Clean Sink Marks?
June 27, 2024
Injection molding sink marks are a common injection molding defect on plastic parts. They are most commonly found in thicker sections of plastic parts, where the cooling rate is slower. The injection molding sink marks will affect the parts’s aesthetic, functionality, structural integrity, etc. In this post, we will explore the root causes of injection molding sink marks and learn the way to prevent them during injection molding processing.
What Are Injection Molding Sink Marks?
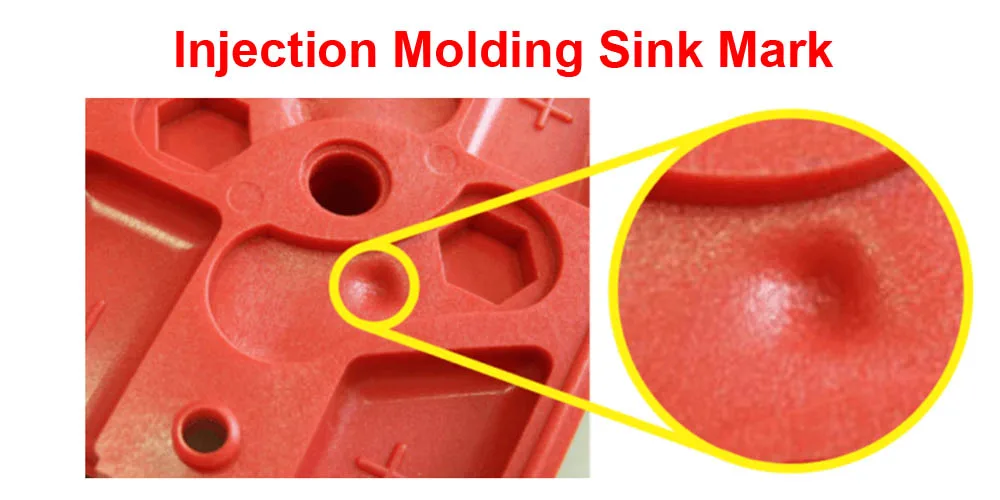
Sink marks are small, shallow depressions or indentations that appear on the surface of injection-molded plastic parts. They typically appear as a slight dip or concavity and are most noticeable on smooth, flat surfaces. Sink marks result from the uneven cooling and solidification of the plastic material, leading to localized shrinkage that pulls the surface inward.
How They Appear on Molded Parts?
Sink marks generally occur in areas of the part where the wall thickness is greater, such as ribs, bosses, or thicker sections designed for structural support. These areas cool and solidify at a slower rate compared to thinner sections. As the inner material continues to cool and contract, it pulls the already-solidified surface inward, creating a visible indentation.
What Causes Injection Molding Sink Marks?
Many factors can cause the injection molding sink marks defect. This part will analyze the causes of injection molding sink marks from different aspects.
Thick Sections or Uneven Wall Thickness:
Thicker sections of a part cool and solidify more slowly than thinner sections. As a result, the outer layers solidify first, while the inner sections are still molten and shrinking. This temperature differential causes the outer layers to contract inward, leading to sink marks. Maintaining a consistent wall thickness throughout the part helps ensure more uniform cooling and reduces the risk of sink marks.
Incorrect Melt or Mold Temperatures:
Melt temperature refers to the temperature at which the plastic material is melted before injection. If the melt temperature is too low, the material may start solidifying prematurely before completely filling the mold cavity, leading to sink marks. Conversely, excessively high mold temperatures can cause non-uniform cooling, resulting in sinks as well. Proper control of both melt and mold temperatures is essential to prevent sink marks.
Insufficient Packing and Holding Pressure:
Packing pressure is the pressure exerted on the material after injection to ensure it fully fills the mold cavity and compensates for shrinkage during cooling. If the packing pressure is too low, there may not be enough material packed into the thick sections of the part, leading to sink marks. Holding pressure, which maintains pressure on the material as it cools and solidifies, also plays a role in preventing sink marks by ensuring proper material compression.
Short Packing and Cooling Time:
Packing and cooling time are crucial stages in the injection molding process. If the packing time is insufficient, the material may not have enough time to fully pack out the mold cavity and compensate for shrinkage, leading to sink marks. Similarly, inadequate cooling time can result in premature ejection of the part before it has fully solidified, causing sink marks.
Small Gate Size or Suboptimal Gate Location:
Gates are the points through which the molten plastic enters the mold cavity. If the gate size is too small, it restricts material flow, leading to inadequate packing and potential sink marks. Additionally, poorly positioned gates can result in non-uniform filling and packing of the mold cavity, causing sink marks in certain areas of the part.
Inadequate Venting:
Venting is essential for allowing trapped air to escape from the mold cavity during the injection molding process. If there is inadequate venting, trapped air prevents the cavity from fully packing out, leading to sink marks as certain areas of the part may not be properly filled with material.
High Shrinkage Rate of Resin:
Different types of plastic resins have varying shrinkage rates when they cool and solidify. Semi-crystalline resins like PP and PBT tend to shrink more than amorphous resins like ABS and PMMA. High shrinkage rates increase the likelihood of sink marks, especially in thick sections of the part.
Part Design Factors:
Part design plays a significant role in preventing sink marks. Features such as sharp corners, thick ribs, or bosses create localized thick sections that cool and shrink at different rates, leading to sink marks. Designing parts with gradual transitions, rounded corners, and uniform wall thickness helps minimize the risk of sink marks.
How to Prevent Injection Molding Sink Marks?
While sink marks are primarily a cosmetic defect, they can be problematic for parts with strict aesthetic requirements or tight tolerances. The manufacturers could prevent the injection molding sink marks by following strategies
Optimal Melt and Mold Temperatures:
Melt Temperature: Maintaining the appropriate melt temperature is crucial for preventing premature freezing of the material, which can lead to sink marks. The ideal melt temperature varies depending on the type of plastic being used.
Mold Temperature: Controlling the temperature of the mold is equally important. If the mold temperature is too high, it can cause the plastic to cool too quickly, resulting in sink marks. Conversely, if it’s too low, the material may not fully fill the mold, leading to defects.
Proper Packing and Holding Pressure:
Packing pressure is the pressure exerted on the material after it’s injected into the mold cavity. It’s essential for compensating for the shrinkage that occurs as the plastic cools and solidifies. Without adequate packing pressure, sink marks can occur due to insufficient material filling the cavity or inadequate compression of the material.
Holding pressure is the pressure maintained on the material while it cools and solidifies in the mold. It helps to prevent sink marks by ensuring that the material remains in contact with the mold surfaces during the cooling process.
Increased Packing and Cooling Time:
Allowing more time for packing and cooling helps to ensure that the material fully fills the mold cavity and packs out properly before solidifying. This can prevent sink marks caused by premature cooling or inadequate packing of the material.
Optimized Part Design for Uniform Wall Thickness:
Designing the part with uniform wall thickness is crucial for preventing sink marks. Uneven cooling rates between thick and thin sections of the part can result in sink marks. By maintaining consistent wall thickness throughout the part, you can ensure more uniform cooling and reduce the likelihood of sink marks.
Careful Design of Ribs and Bosses:
Ribs and bosses are structural features often used to add strength to plastic parts. However, if they are too thick or have sharp corners, they can be prone to sink marks. Designing ribs and bosses with gradual transitions, rounded corners, and keeping their height less than the wall thickness can help prevent sink marks.
Selection of Resins with Low Shrinkage Rates:
Different plastic resins have varying shrinkage rates when they cool and solidify. Semi-crystalline resins tend to have higher shrinkage rates compared to amorphous resins. Choosing resins with lower shrinkage rates, such as ABS or PMMA, can help reduce the likelihood of sink marks.
Optimized Gate Location and Size:
Gates are the points through which the molten plastic enters the mold cavity. Properly sized and located gates ensure more uniform filling of the cavity and help prevent sink marks. Optimal gate design depends on factors such as part geometry, material flow characteristics, and mold configuration.
Adequate Venting:
Proper venting is essential for allowing trapped air to escape from the mold cavity during the injection molding process. Trapped air can cause burn marks and sink marks on the surface of the part. Adequate venting helps to prevent these defects and ensures high-quality parts.
Conclusion
Sink marks in plastic parts will affect the part’s aesthetic. Addressing sink marks in injection molding is crucial for producing high-quality, aesthetically pleasing, and functionally reliable parts. By understanding the causes—such as material shrinkage, improper part design, improper processing parameters, and tooling design issues—manufacturers can take proactive measures to prevent and mitigate these defects.
If you have any specific challenges or questions regarding injection molding sink marks, feel free to reach out to our experts for more information.
